🔩 螺絲選錯?不用怕,一看就懂!
看了市面上各種表格和測量工具,螺絲還是買錯?
FR專利牙規只要幾秒鐘,鎖上去就知道對不對,不用查表、不用猜!
入門款推薦👉 公英制外螺紋牙規 — 一次搞定常用規格

👉 直接用螺絲牙規快速查詢,現場比對,不用再猜尺寸
📘 想快速跳到重點? 點我前往目次
螺絲指南|螺絲種類、規格判斷、實務應用
想一次搞懂各種螺絲規格、避免買錯尺寸?很多人一打開螺絲規格表就越看越挫折,不知道該從哪裡開始。這篇螺絲全方位指南不談艱澀理論,而是用最直覺的「解決實際問題的角度」,從基礎構造、常見術語、螺絲與螺帽種類、規格判讀(外徑、長度、牙距、強度),到材質與表面處理,完整說明螺絲選用原則與常見錯誤。文末也提供螺絲規格快速判斷工具與下單入口,幫你快速找到正確螺絲。
1. 螺絲的重要性與應用範圍
雖然外觀小巧,螺絲在機械、電子、家具、建築、汽機車等各類領域擔任關鍵的連接功能。正確的螺絲選擇能讓結構更加穩定、安全,錯誤選擇則可能造成鬆脫、損壞甚至安全事故。台灣的工程師、維修師傅、DIY 愛好者常會搜尋「螺絲怎麼選」、「螺絲尺寸怎麼量」、「螺絲規格表」等資訊,針對用戶需求,FR提供更專業且務實的螺絲解決方案。
🎥 教學影片:螺絲尺寸辨識技巧
⏱ 影片章節快速導覽
- 00:20 前言:螺絲規格怎麼分?
- 01:45 傳統分辨的困擾
- 04:59 螺絲牙規工具示範
- 09:57 總結與建議
2. 螺絲基本構造與專有名詞
在挑選或討論螺絲時,若能先熟悉基本構造與專有名詞,不僅能節省溝通時間,也能更精準選對規格。
💡 提醒:
了解螺絲種類後,螺絲規格選用會更精準正確。
🔧 範例:
- 承窩螺絲 M8x1.25x50mm 全牙,合金鋼 12.9,染黑。
- 外六角螺絲 3/8"-16x1" 半牙,牙長 1/2",鍍鋅。
- 皿頭內六角螺絲 M6x1.0x20mm,A2-70,304不鏽鋼。
📘 常見螺絲構造名稱:
| 術語 | 說明 |
|---|---|
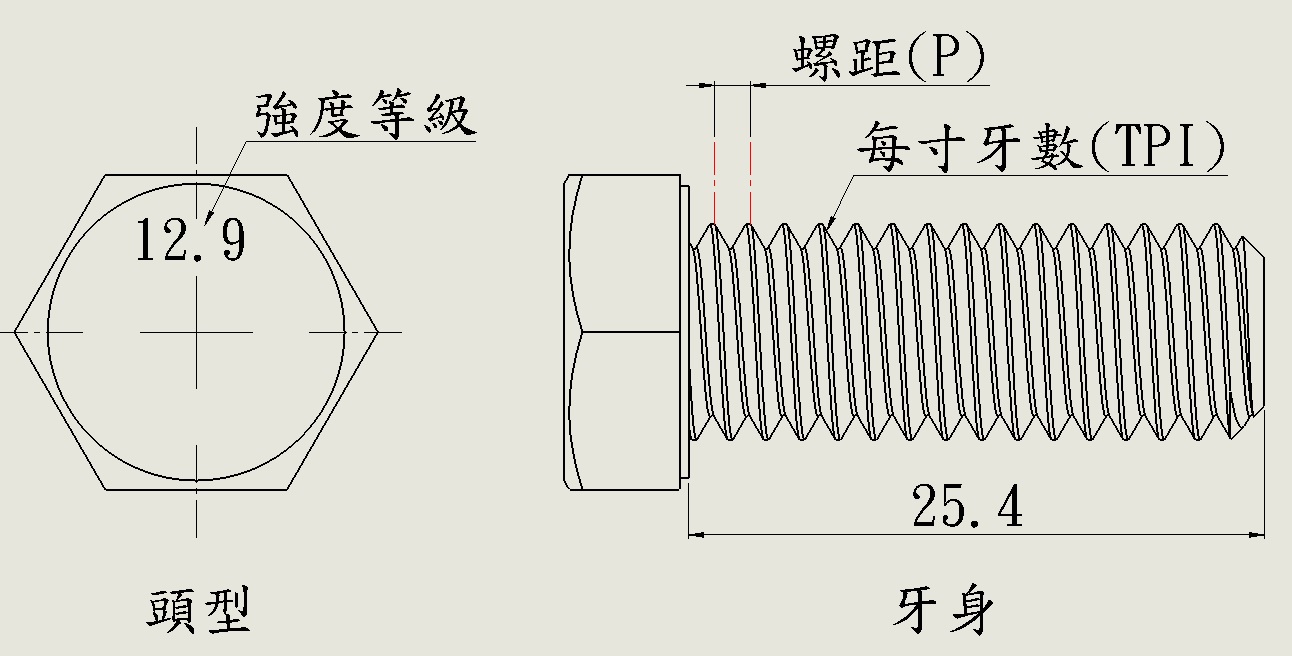
| 頭部(Head) | 螺絲的受力與驅動位置,例如:六角頭、皿頭、承頭(CAP)、內六角。 |
| 牙身(Shank) | 螺絲主體,可能有全螺紋或半螺紋。俗稱:全牙、半牙。 |
| 牙距(Pitch) | 相鄰兩牙尖之間的距離(公制以 mm 、P 表示)。 |
| 每寸牙數(TPI) | 每英吋裡螺牙數量(英制、英美統一制表示法)。 |
| 大徑 / 中徑 / 小徑 | 螺紋截面上的不同直徑對應強度與配合。 |
| 強度等級 | 如 4.8、8.8、10.9,代表材料強度與熱處理等級。 |
🎥 教學影片:螺絲基礎知識入門
⏱ 影片章節快速導覽
- 00:20 前言:螺絲入門介紹
- 01:26 螺絲頭種類
- 03:44 螺牙種類
- 06:38 螺絲頭搭配工具
- 09:47 螺絲名稱
- 11:44 總結與建議

- 公英制尺寸太接近 → 洞洞板最容易量錯。
- 缺槽外徑目視比對 → 誤差大,常常以為能用卻鎖不上。
- 斷面牙規太多片 → 新手難比對,只能找螺距,外徑還要另查表。
⚠️ 用錯方法、聽信偏方或選錯工具會出包!
本片示範實務測量與判斷,重點:正確測量、避開常見誤判、推薦可立即使用的工具。
🎥 教學影片:如何判讀螺絲規格與牙型
⏱ 影片章節快速導覽
- 00:20 前言:你是否正在誤判?
- 01:59 螺絲規格判讀
- 06:23 以為正確,卻在誤判
- 16:37 快速解決量測問題
- 24:11 總結與建議
3. 常見螺絲類型與適用場景

以下表格列出常見的螺絲類型與使用建議:
| 類型 | 特性 | 推薦用途 |
|---|---|---|
| 六角螺栓 | 外六角頭,扭矩大,適合重載 | 鋼架、結構件 |
| 內六角(Allen) | 頭部內凹、不易滑動 | 機構裝配、機台內部 |
| 十字 / 一字 | 傳統螺絲頭,施工快速 | 家電、木工 |
| 自攻螺絲 | 自行在基材上創牙 | 薄板、塑膠、鐵皮 |
| 木螺絲 | 螺紋粗、附著力強 | 家具、木作 |
| 機械螺絲 | 粗/細牙,搭配螺帽或螺絲孔 | 電子、精密機械 |
| 五金接頭 | 螺紋錐型或直型,防洩漏用 | 水、油、氣體迴路 |
🔗 延伸閱讀|進階螺絲選用情境
在實務選螺絲時,除了基本規格(外徑、螺距、長度), 「螺紋類型與使用場合」往往才是最容易選錯的關鍵。 以下兩篇文章,分別針對 最常被誤用的兩大類型做深入說明:
👉
自攻螺絲全方位指南
適合不知道該不該「先鑽孔」、常把機械牙與自攻牙搞混的情況
👉
管用接頭全方位指南
適用於水、油、氣體等管路,錯用一般螺絲容易造成滲漏
4. 如何判斷螺絲的規格(外徑、長度、牙距、強度)
螺絲規格快速判斷表
| 要判斷的項目 | 怎麼看 | 常見錯誤 |
|---|---|---|
| 外徑 | 用卡尺量螺牙最外側直徑 | 只看外徑,忽略公英制差異 |
| 牙距 | 公制看 mm,英制看每吋牙數 TPI | M6和1/4" 或M10和3/8"容易誤判 |
| 長度 | 一般螺絲量牙身,皿頭從頭頂量 | 皿頭螺絲量錯長度 |
| 牙型 | 確認是機械牙、自攻牙或管用牙 | 把自攻牙或管牙當一般機械牙 |
4.1 直徑
公制以 M2、M3、M4、M5、M6、M8、M10 等表示。測量時以外徑為主;若無測量工具,可比對現有螺絲或使用螺絲對照表。可參考此商品【螺絲規格表大全】
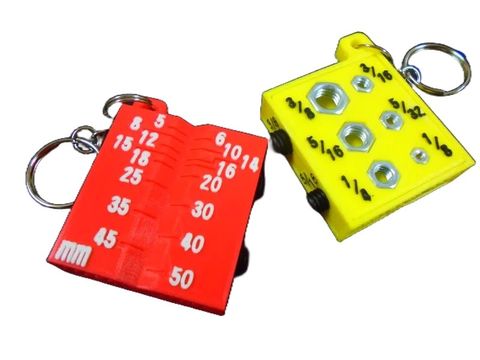
但通常都會有英制或是英美統一制,如: 3/16"、1/4"、3/8" 等規格,如果對於螺絲規格不熟悉,常常會因為公 / 英 / 美制而搞混。常見錯誤如:「把 1/4 "誤認成 M6」、「3/16 "誤以為是 M5」。入門者推薦此款商品,幫助你快速判斷常用螺絲【公英制外螺紋牙規】,註: 台灣常見的規格為:公制與英制。
⚠️ 新手迷思:M8外徑不一定是8mm,有可能是7.9mm左右。(與5/16"容易混淆)⚠️ 常見錯誤:以為外徑一樣就是同規格,實際上牙距不同無法通用。
4.2 長度
長度的定義依頭型而異:一般機械螺絲為從頭底(未算頭部)到尾端的長度;皿頭則是從頭頂到尾端。實務建議:螺絲應穿過被鎖件並預留足夠牙數與螺帽厚度,通常多於螺栓徑的 1 倍至 1.5 倍 為安全值,視應用而定。
4.3 牙距(Pitch)
公制牙距以毫米為單位。常見 M6 粗牙為 1.0 mm,若 M6 細牙則可能是 0.75 mm。選配時務必確認與螺孔或螺帽一致,不正確的牙距將無法進行公 / 母螺紋裝配。
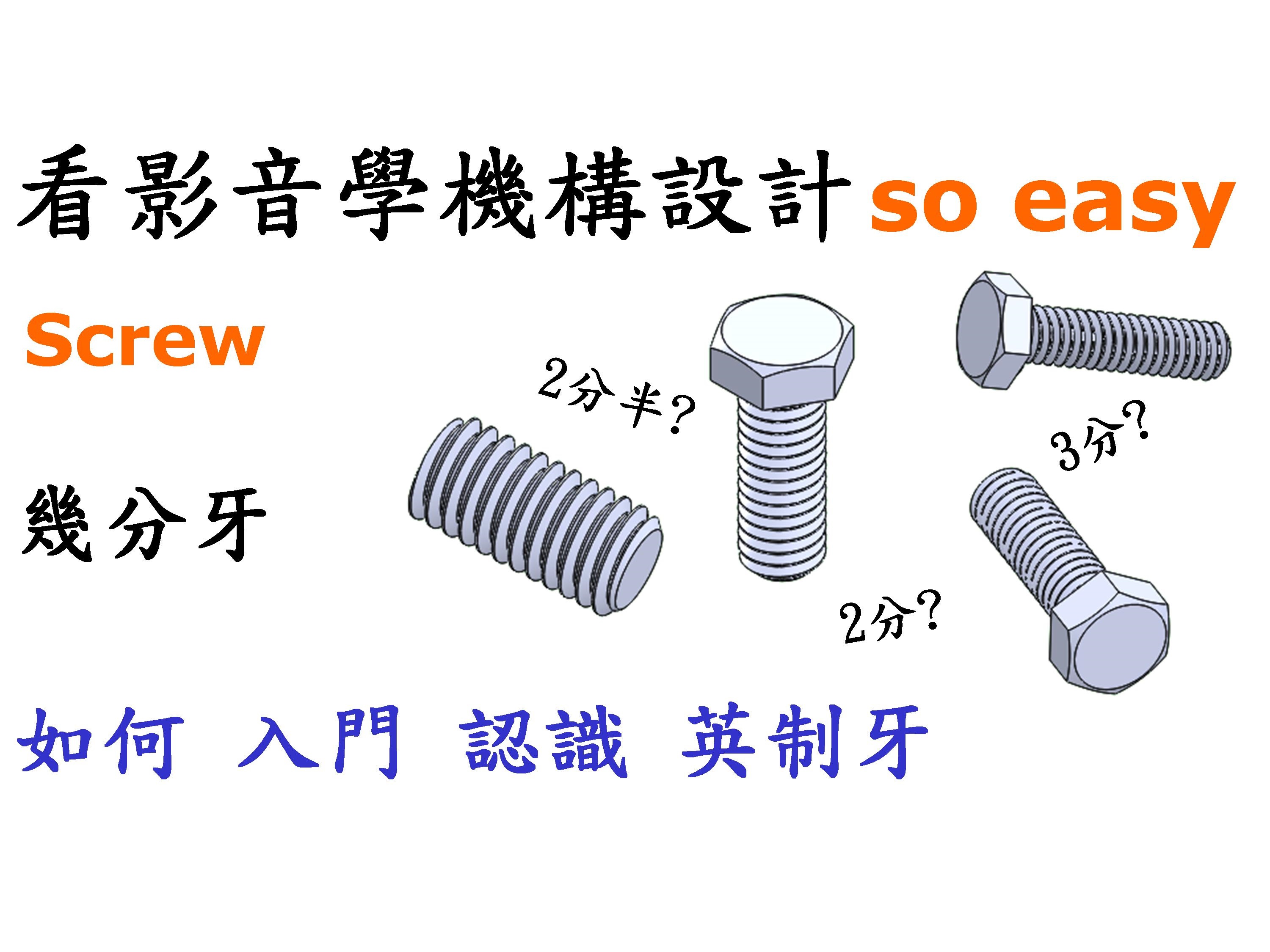
英制或英美統一制則是以每寸牙數為單位。常見如 1/4"-20、3/8"-16,意思是每寸當中有 20 牙與 16 牙,螺距換算是 1 吋 (25.4 mm) 除以牙數。常聽到五金行說的「幾分牙」就是這類英制規格。詳細解說可參考【英制牙認識篇】
⚠️ 很多人忽略標示中的牙距,導致無法鎖入。
4.4 強度等級與材質
最常見的強度標示為 4.8、8.8、10.9、12.9。等級數值越高,表示抗拉與抗剪能力越高。材質上常見碳鋼(可鍍鋅)、不鏽鋼 304/316、合金鋼等;海邊或化學環境建議選 316 不鏽鋼或特殊防蝕處理。詳細解說可參考【螺絲強度計算】完整解析螺絲可承受多少力量。
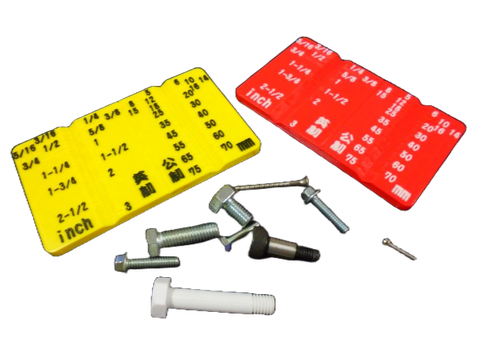
4.5 英制螺絲如何判斷?避免買錯 1/4″ vs M6
很多使用者會把 1/4 吋 (約 6.35mm) 誤認成 M6(外徑 6mm),導致螺絲「差一點但鎖不進去」。 這是最常見的錯誤之一,也是在 Google 上大量被搜尋的問題,如:「1/4 跟 M6 差在哪?」「M6 螺絲長度怎麼選?」。
快速分辨方法如下:
- M6 外徑約 6.0 mm,牙距常為 1.0 mm
- 1/4" 外徑約6.35 mm,常見規格為 1/4"-20 或 1/4"-28
- 英制以牙數為單位(TPI),公制以毫米牙距表示
若現場無法立即判斷,建議使用【公英制外螺紋牙規】可快速量測,避免買錯規格造成延誤工時。
4.6 常見錯誤案例
4.7 左牙與右牙
絕大多數螺絲為右牙(順時針鎖緊)。左牙只在某些反轉或特殊結構使用,例如:腳踏車踏板(左踏板)、防鬆結構等。下單或安裝前請確認好牙向以免選錯無法裝配。
5. 表面處理與材質選擇
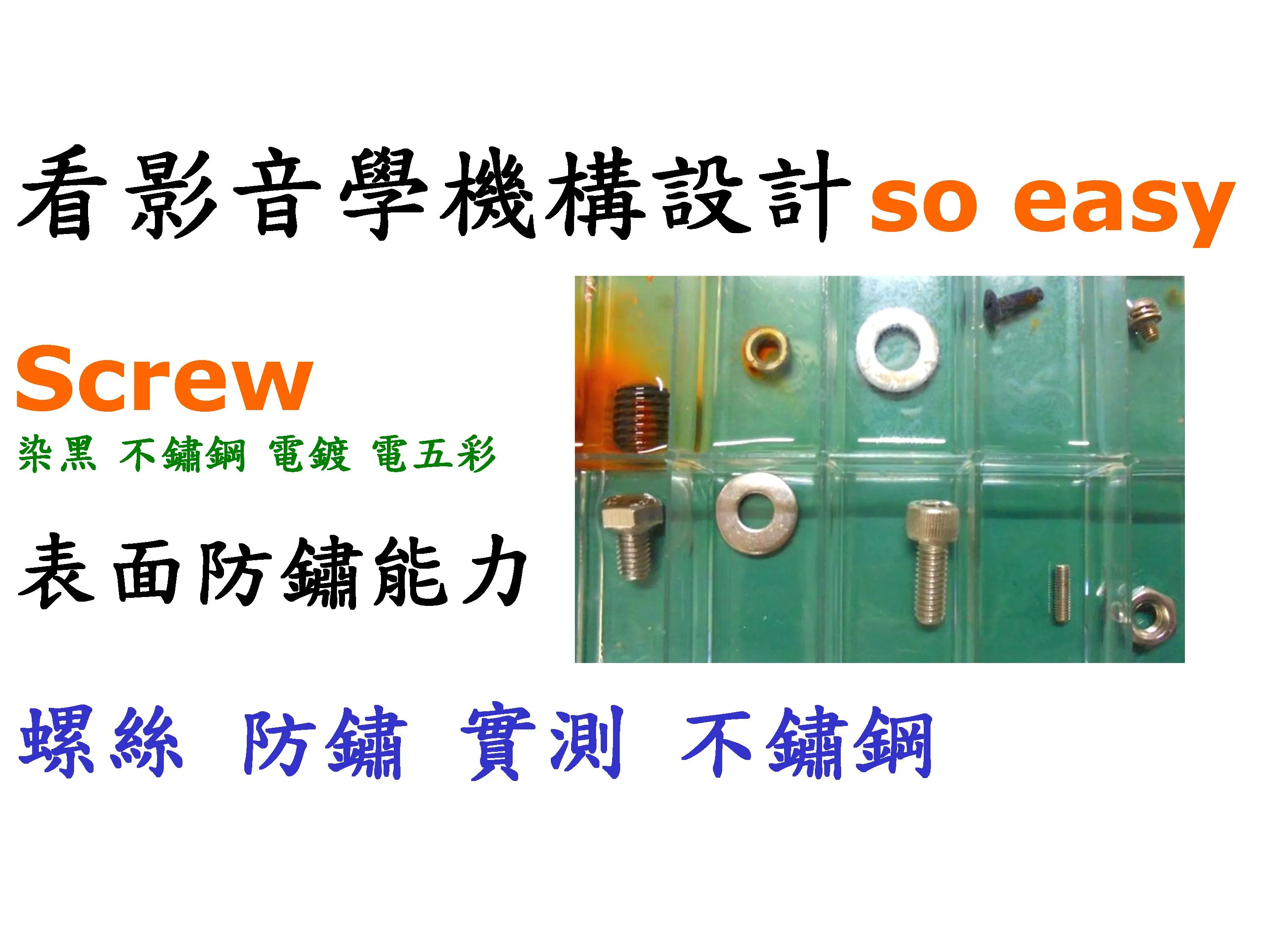
表面處理決定耐蝕性與外觀:電鍍鋅、熱浸鍍鋅、黑氧化、不鏽鋼本色、鍍鎳等。選用要考量暴露環境(潮濕、鹽霧、化學物質)與外觀要求。
想知道各種表面處理在鹽水環境下,防鏽能力如何嗎? 點選下方圖片觀看實際測試過程。
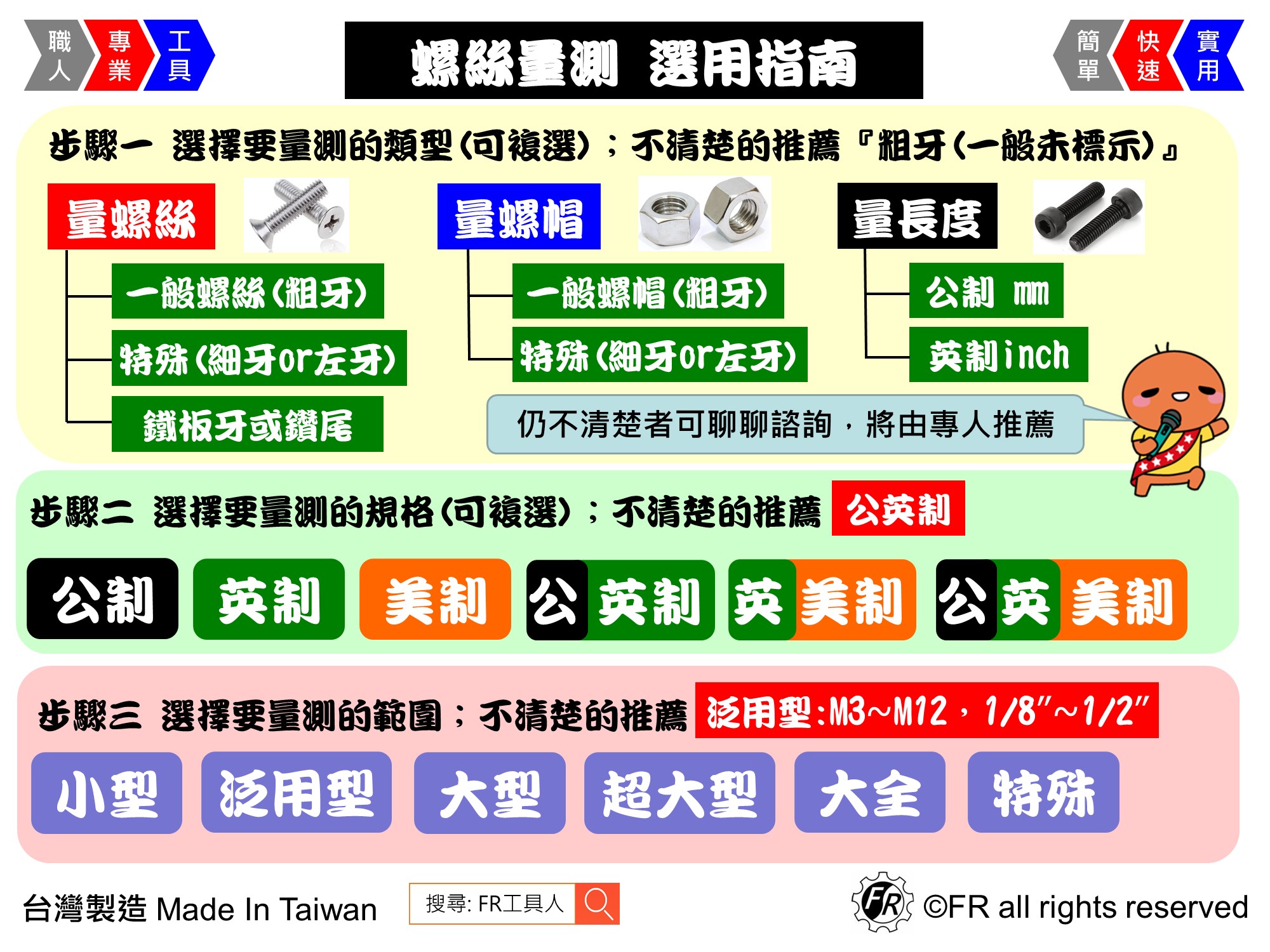
6. 螺絲選購實戰步驟(快速清單)
選購前常見誤判: 在實際選購螺絲之前,除了尺寸與規格正確之外, 「用途牙型是否選對」往往才是影響能否順利鎖入的關鍵。
不少人已經量對外徑與牙距, 卻因混用機械牙與自攻牙, 導致螺絲卡死、鎖不緊,甚至破壞孔位。
若你不確定自己遇到的是哪一種情況, 可先參考這篇說明: 自攻螺絲與機械牙的實際差異 。
- 確認應用場景(室內/室外、承載/非承載、是否振動)
- 決定螺絲類型(六角、內六角、自攻、木螺絲等)
- 測量或確認被鎖件厚度與配合尺寸(外徑、長度、牙距)
- 選擇合適的強度等級與材質(如 8.8/10.9、304/316)
- 挑選表面處理(防鏽或裝飾)
- 下單前再次核對牙向、數量等
※ 專業選用遇上困難,強烈推薦入門款【公英制外螺紋牙規】幫助你!
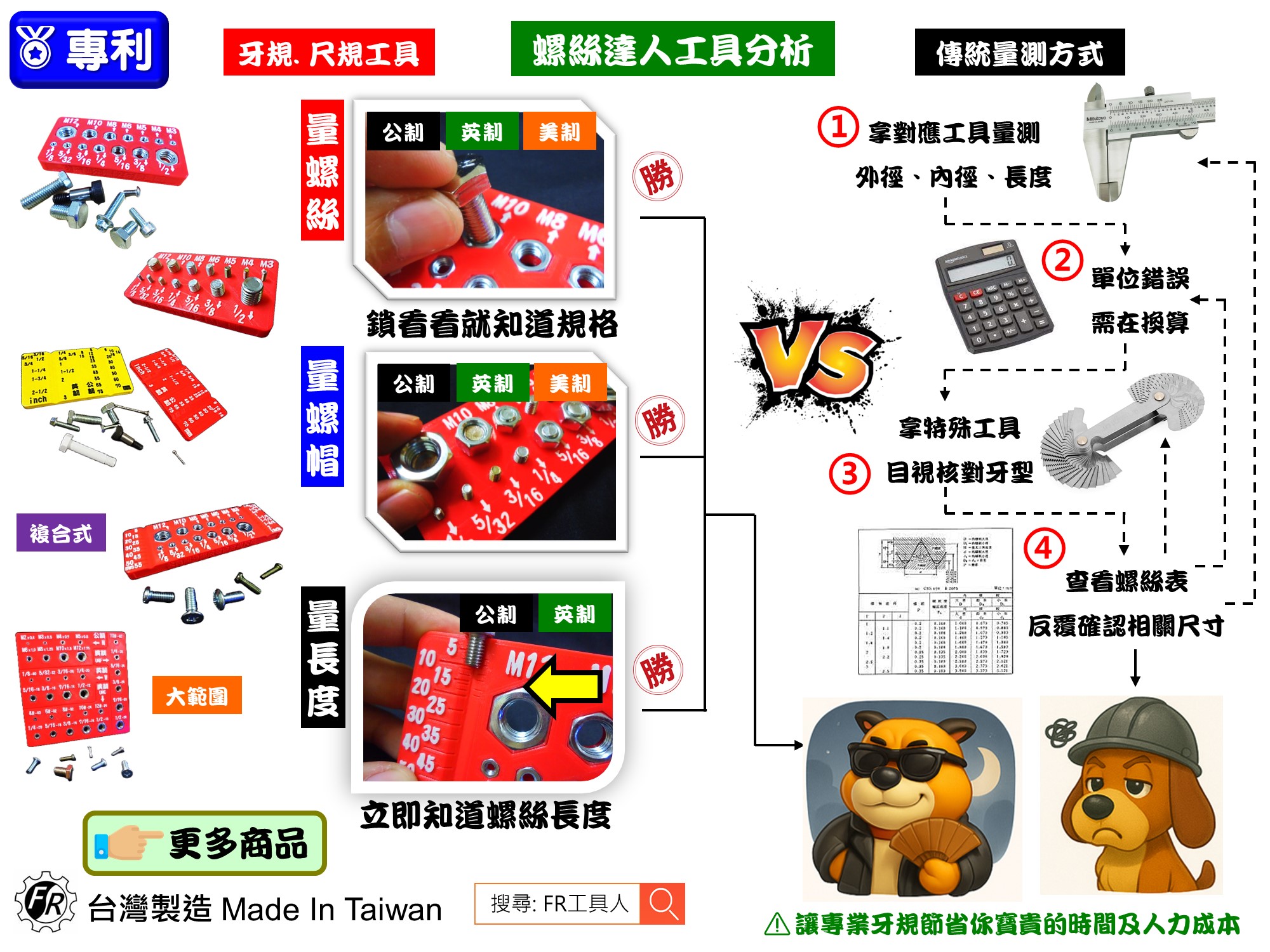
🔍 傳統選螺絲常見問題 vs. FR牙規一目了然的實際應用流程比對
7. 常見錯誤與避坑指南
- 只看價格不看強度與材質—長期成本會更高。
- 混用外觀相近但牙距不同的螺絲—會造成裝配失敗。
- 未考慮銅鋁等異種金屬接觸—可能加速腐蝕。
- 螺絲過長或過短—影響結構安全或內部零件。
● 對螺絲專業了解不夠,常常買錯規格工作出錯嗎?
FR專利牙規,解決螺絲疑難雜症,節省你寶貴的時間與人力成本

8. FAQ(常見問題)
常見問題快速解法|新手先看這裡
因為光量外徑無法判斷螺距與制式(公制/英制),容易出現鎖不進去或誤判的情況。
使用牙規可以在幾秒內確認螺絲規格,是現場最有效率的方式。
尤其像 1/4"、5/16" 這類英制螺絲,常常會和 M6、M8 這些公制規格混淆。
如果只是用肉眼看,或只量外徑,很容易買錯。
建議直接使用 公英制外螺紋牙規做快速比對,現場幾秒鐘就能協助你分辨,不必反覆試鎖、不必一直猜。
很多人不是完全不懂,而是現場沒時間慢慢核對,最後才會一直買錯、退換貨、延誤工時。
如果你常遇到這種情況,建議先準備一支 入門款公英制外螺紋牙規,讓常見規格能先快速判斷,省下反覆試錯的時間。
Q1:螺絲只要量出外徑不是就能判斷了?
以 M8 與 5/16" 螺絲為例:
・M8 公制螺絲的標稱外徑 = 8.0 mm
・5/16" 英制螺絲的外徑 = 7.94 mm
兩者相差不到 0.1mm,量測時幾乎一樣。但實際出廠後,M8 可能會落在 7.9 mm 左右。
這時候就算用卡尺或洞洞板(外徑規),也容易出現誤判,最後結果就是:
✅ 外徑看似相同 → ❌ 但完全鎖不進去。
一般市面上的工具,不是只有牙型規(只能對牙距,對新手很難),要不就是簡單的沖壓缺口或洞洞板(只能量外徑,但誤判率高)。對於沒有經驗的人來說,這幾乎是「核對地獄」,「 專利牙規」就是專為這種情境設計,讓你在現場就能立即分辨。
Q2:螺絲怎麼看出是粗牙還是細牙?
Q3:台灣都是用公制螺絲嗎?
雖然我們在學校學到的單位與書籍多以公制為主,因此很多人會以為螺絲都是公制的;但實際上在市面上, 英制螺絲也非常普遍。例如:
・一般五金行會問你「要幾分牙?」
・包裝上出現分數表示法(例如 1/4"、5/16")
相對地,台灣本地自行設計製造的產品確實多半使用公制螺絲,因此目前 公制與英制螺絲在台灣是並行存在的;在某些特殊設備上甚至還會見到美制規格。
如果你經常在工作或維修中需要判斷螺絲種類, 建議入手一支入門款的 公英制外螺紋牙規, 只要量測一下就能立刻辨別公制或英制, 快速又準確,避免選錯螺絲尺寸!
Q4:螺絲選錯尺寸怎麼辦?
Q5:螺絲鬆脫怎麼辦?
Q6:螺絲和螺帽怎麼確定能配合?
Q7:遇到生鏽的螺絲,怎麼拆?
Q8:買螺絲時,怎麼判斷要全牙還是半牙?
Q9:水五金使用的螺絲,跟規格表都對不上?
9. 延伸介紹與工具推薦(購買與參考)
以下可直接購買或FR教學影片參考觀看:

9.1 螺絲是怎麼製造的?完整製作過程解析
螺絲雖然外表小巧,但背後的製作流程其實相當精密。從原料線材開始,經過冷/熱鍛造成型、車牙切削或輾牙、熱處理、表面防鏽處理等,每一步都決定了螺絲的品質與壽命。以下整理螺絲工廠的主要製作步驟:
- 線材準備:以鋼材或不鏽鋼線材為基礎,經過清洗與拉絲。
- 成型加工:利用冷鍛或熱鍛機將螺絲頭部壓製成型。
- 車牙/滾牙:透過牙模將螺紋加工出來(全牙或半牙)。
- 熱處理:高溫強化金屬,提升強度與韌性。
- 表面處理:例如鍍鋅、黑氧化、不鏽鋼本色,提升防鏽與耐蝕性。
- 檢驗與包裝:通過尺寸與強度檢測後,才會送至市場。
如果你想更直觀了解螺絲的製造過程,參考以下影片:
🎥 教學影片:深入探索螺絲製作過程
⏱ 影片章節快速導覽
- 00:20 前言:介紹螺絲生產流程
- 01:09 原料:素材盤元
- 02:42 沖壓:打頭及牙尾
- 05:01 表面處理:噴砂
- 06:33 輾牙、滾牙、車牙
- 08:45 熱處理:提高硬度
- 09:42 品質檢測與量測
- 10:58 表面外觀防鏽處理
- 14:14 總結說明
👉 延伸閱讀:螺絲規格與應用前往 螺絲規格表大全 尋找適合的產品。
🔧 延伸閱讀|南台灣「螺絲窟」的產業故事
在台灣扣件產業的地理版圖中,南部高雄一帶(以岡山、路竹等地為代表)長期被業界與在地人稱作「螺絲窟」。這不是流言,而是多年產業聚落自然形成的結果:從原料、成型、熱處理到表面電鍍與包裝,完整的上下游分工在此匯集,形成靈活且反應快速的生產網絡。產業特色(為何重要)
- 聚落式分工:這裡以中小企業為主,廠商各有專長——有做線材的、有專做成型、也有專門做表面處理與檢驗,客戶可以在短距離內串聯完整製程。
- 出口導向:多數廠商長期承接外銷訂單,產品包含建材、汽車、電子與機械用扣件,是台灣扣件供應鏈的重要節點。
- 彈性與客製化能力:相較於大量生產的標準件聚落,南部廠商常以接小批量、快速客製化、技術服務取勝。
面對的挑戰(與轉型方向)
近年來,這些在地廠商同樣面臨成本上升、國際競爭與環保法規等壓力。面對挑戰,產業走向主要有幾個方向:
- 自動化與數位化:導入自動檢測、智能排程與機台聯網來提升良率與降低人力成本。
- 高附加價值產品:由以往競爭單價轉為提供特殊材質、專用規格或技術認證的客製化扣件。
- 綠色製造:改善廢水與廢氣處理、提升能源效率,以符合更嚴格的環保要求並減少環境風險。
產業特色
- ✅ 聚落分工完整,供應鏈集中
- ✅ 出口導向,產品銷往全球
- ✅ 客製化與小量生產靈活度高
當前挑戰
- ⚡ 國際競爭與成本壓力
- ⚡ 環保與能源法規要求
- ⚡ 轉型自動化與高附加價值產品
10. 立即下單 / 快速查表
需要幫你選型或確認尺寸?請提供各種資訊或照片等。