鋁擠型入門教學|合金材料、模具製程、陽極處理與應用解析
鋁擠型是將鋁合金加熱至約450~500°C後,透過高壓擠壓穿過模具,形成固定截面形狀的製程。
簡單理解就是:把鋁像牙膏一樣擠出來,變成鋁框、導軌或散熱片等結構。
📌 本篇會帶你快速看懂鋁擠型「怎麼製作」、「用什麼材料」以及「實際應用方式」。
想了解鋁擠型是怎麼製成的?本篇將從材料選擇、模具設計、擠壓過程、陽極處理到後製應用完整解析。無論你是產品設計師、機構工程師、或剛接觸鋁型材的新手,都能在這篇文章中建立完整的知識架構,理解鋁擠型如何從「鋁棒」變成「高精度結構件」。
- 鋁擠型=鋁加熱後透過模具擠壓成型
- 常見材料:6061(高強度)、6063(外觀佳)
- 核心製程:模具設計 → 擠壓 → 冷卻 → 表面處理
- 常見應用:機械框架、鋁合金結構、散熱元件
1. 鋁擠型的基本概念與應用範圍
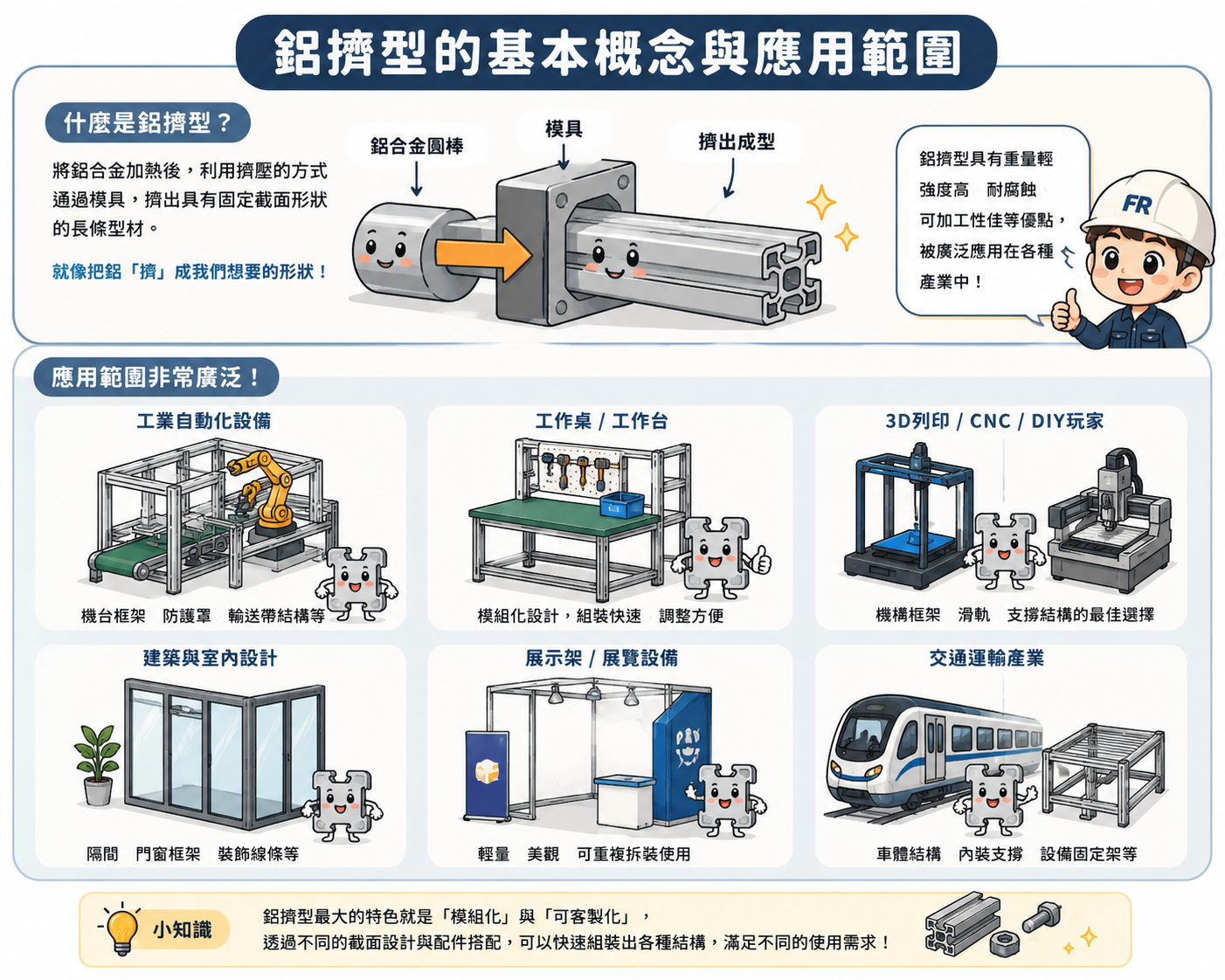
鋁擠型(Aluminum Extrusion)是一種將鋁合金加熱後通過模具擠壓成特定截面形狀的加工方式。由於鋁具有輕量、高導熱性、易加工與耐腐蝕等特性,使其在工業、建築、電子、交通運輸等領域被廣泛應用。
鋁擠型產品涵蓋範圍極廣:從機械框架、工作台結構、LED燈具、汽車散熱零件,到高精密的工業導軌與航空結構件,皆可見其蹤影。
很多人第一次接觸鋁擠型時,會誤以為它是「鑄造」或「沖壓」,但其實完全不同。鋁擠型更像是將金屬「流動化」,透過模具控制形狀,這也是它能做出高精度結構的原因。
鋁擠型怎麼做?製作流程與製程完整解析
鋁擠型的製作流程可以簡單分成以下5個步驟:
- 鋁棒加熱至約450~500°C
- 模具預熱與安裝
- 高壓擠壓成形(類似擠牙膏)
- 冷卻與拉直定型
- 進行陽極處理或其他表面加工
很多人會卡在「鋁擠型模具到底怎麼做?」這一段,其實這也是整個製程最關鍵的核心。如果你想看實際運作過程,可以再往下看影片,用更直觀的方式帶你理解。
2. 常見鋁合金種類與特性
鋁合金依照主要合金元素不同,可分為多個系列,其中最常見於擠型製程的為 6xxx 系列(6061、6063),兼具強度與加工性。
| 系列 | 主要成分 | 特性與用途 |
|---|---|---|
| 1xxx | 純鋁(99%以上) | 導電性與導熱性佳,適用於導體、散熱片。 |
| 5xxx | 鋁-鎂合金 | 抗腐蝕性高,適合海洋結構、車體板材。 |
| 6xxx | 鋁-鎂-矽合金 | 可熱處理,擠壓性佳,是鋁擠型最常用系列。 |
| 7xxx | 鋁-鋅合金 | 高強度,常見於航太、運動用品。 |
其中 6061 強度較高,適合承載結構;6063 外觀佳、表面平整性優,常用於裝飾性或機構框架用途。
🎬 影片內容:鋁擠型入門教學
⏱ 影片章節快速導覽
- 00:00 開頭
- 00:20 前言
- 01:19 常見鋁合金素材
- 02:50 鋁擠型模具製程
- 06:08 鋁合金材料及陽極處理
- 13:02 後加工組裝應用
- 20:10 總結
3. 鋁擠型模具設計與製程原理
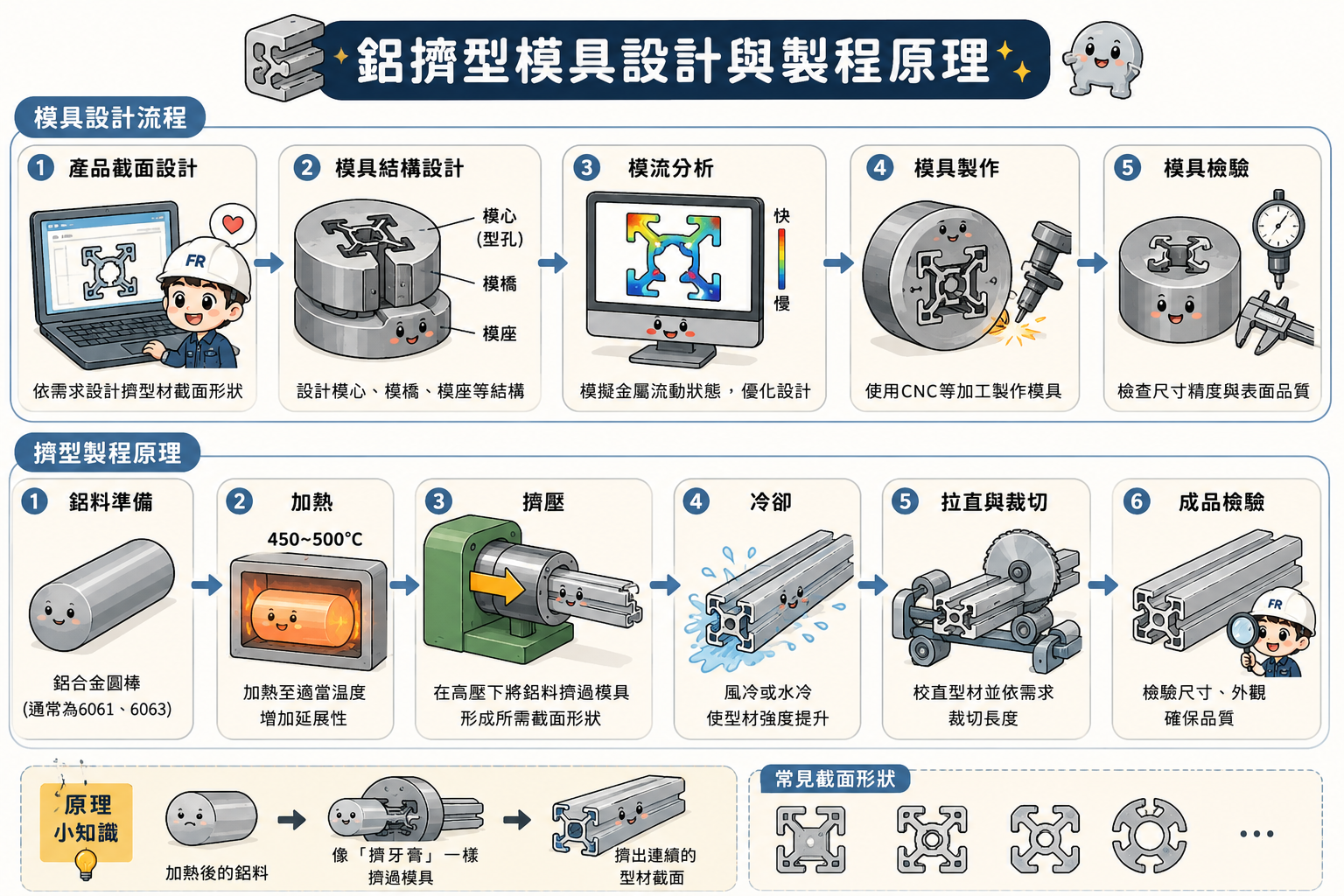
模具是鋁擠型的靈魂。鋁棒經加熱至約 450~500°C 後,透過高壓推進通過模具口型成形。模具的設計會直接影響產品尺寸精度、表面平整度與壽命。
- 實心模具(Solid Die):適用於無中空截面的型材。
- 空心模具(Hollow Die):內含「支撐橋」與「焊合腔」,用於中空管件、導軌等。
- 分流模具(Port Hole Die):用於複雜斷面形狀,讓金屬流道更均勻。
模具壽命通常為 20,000~50,000 次擠壓循環,取決於鋁合金類別、壓力與潤滑狀況。
4. 擠壓製程與表面品質控制
擠壓過程的穩定性會影響產品的尺寸與表面品質。主要步驟包括:
- 鋁棒預熱與切割
- 模具預熱
- 擠壓成形(透過壓力使鋁流動)
- 冷卻與牽引
- 時效熱處理(T5/T6)
- 矯直與切斷
常見表面瑕疵包含流痕、橘皮紋、白線與裂紋。這些通常與模具溫度或金屬流速不均有關,透過調整壓力與溫度可改善。
5. 陽極處理與表面強化技術
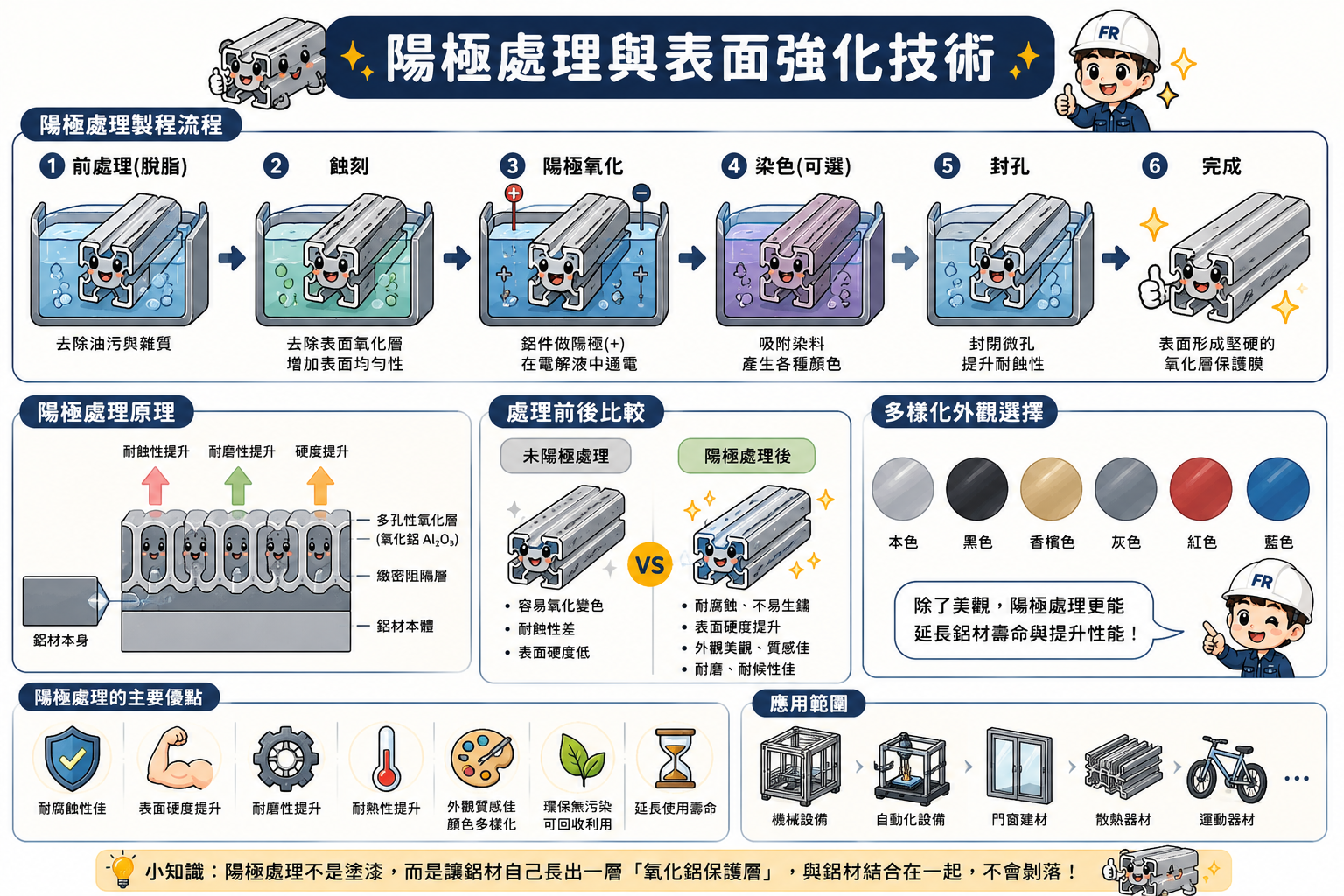
陽極處理(Anodizing)是利用電化學方式在鋁表面生成一層氧化膜,具有防蝕、絕緣與裝飾功能。該氧化層可染色並提升硬度。
- 硬質陽極(Hard Anodizing):氧化層厚度可達 50μm,適用於機械零件。
- 裝飾性陽極:厚度約 10~20μm,常見於窗框、外殼。
- 化學著色:可呈現黑、金、紅、銀等外觀。
經陽極處理後的鋁擠型不僅外觀一致,也能有效延長使用壽命。
補充:陽極處理與電鍍、烤漆不同,它不是在表面「再覆蓋一層」,而是讓鋁表面透過電化學反應生成氧化膜。處理過程中會伴隨鋁表面微量溶解,並同步形成更硬、更耐磨的氧化層,因此附著性高、不易剝落。
因此零件若反覆進行陽極處理可能發現此現象:材料外徑尺寸變小、內徑尺寸變大。
6. 後加工與組裝應用
鋁擠型成形後,可進行多種後製加工,包括:
- 切削加工(鑽孔、攻牙、銑削)
- 組裝槽設計(搭配螺母、角件)
- 表面噴砂、烤漆、電泳處理
工業應用如自動化機台框架、3D列印機結構、電子設備外殼等,都大量使用標準鋁擠型組裝系統,具有模組化、高剛性與可重組等優點。
補充:鋁擠型製程在工業上也常被稱為「鋁型材加工」、「鋁擠壓成型」或「鋁型材製造」,不同產業會有不同稱呼,但本質都是相同的擠壓製程。
7. 結語與延伸應用
鋁擠型是一門橫跨材料科學、模具工程與製程控制的綜合技術。理解其每一環節,能幫助工程師與設計者製作出更輕、更強、更具成本效益的結構產品。未來結合回收鋁與再製技術,更有助於達成永續製造目標。
總結:鋁擠型是一種透過加熱鋁合金並進行高壓擠壓成型的製程,從材料選擇、模具設計到陽極處理,每一個環節都會影響最終品質。如果你正在找「鋁擠型怎麼做」或「鋁擠型製程」,希望這篇能讓你一次看懂。
🔧 補充:如果你在實際應用鋁擠型時,需要確認螺絲規格或牙距
很多人在組裝鋁擠型框架時,會遇到「螺絲規格不確定」的問題,這時候使用專利牙規可以快速判斷,避免鎖錯造成滑牙或損壞。
鋁擠型常見問題(FAQ)
Q1:鋁擠型和鑄造有什麼不同?
鋁擠型是透過高壓將加熱後的鋁擠壓成型,而鑄造是將液態金屬倒入模具冷卻成型,兩者在強度與精度上差異很大。
Q2:鋁擠型一定要做陽極處理嗎?
不一定,但陽極處理可以提升耐腐蝕性與表面硬度,因此大多數工業用途都會進行處理。
Q3:鋁擠型為什麼常用6061或6063?
因為這兩種材料在強度、加工性與表面處理之間取得良好平衡,是最適合擠型製程的鋁合金。
Q4:鋁擠型可以做很複雜的形狀嗎?
可以,但需要透過空心模具或分流模具設計,模具成本也會相對提高。
🔗 延伸閱讀 / 工業知識
👉 螺絲規格與牙距完整對照表👉 [知識 | 機械製造加工]
👉 [黑汪小教室 | 工業知識]
👉 [黑手故事館 | 百工職人]