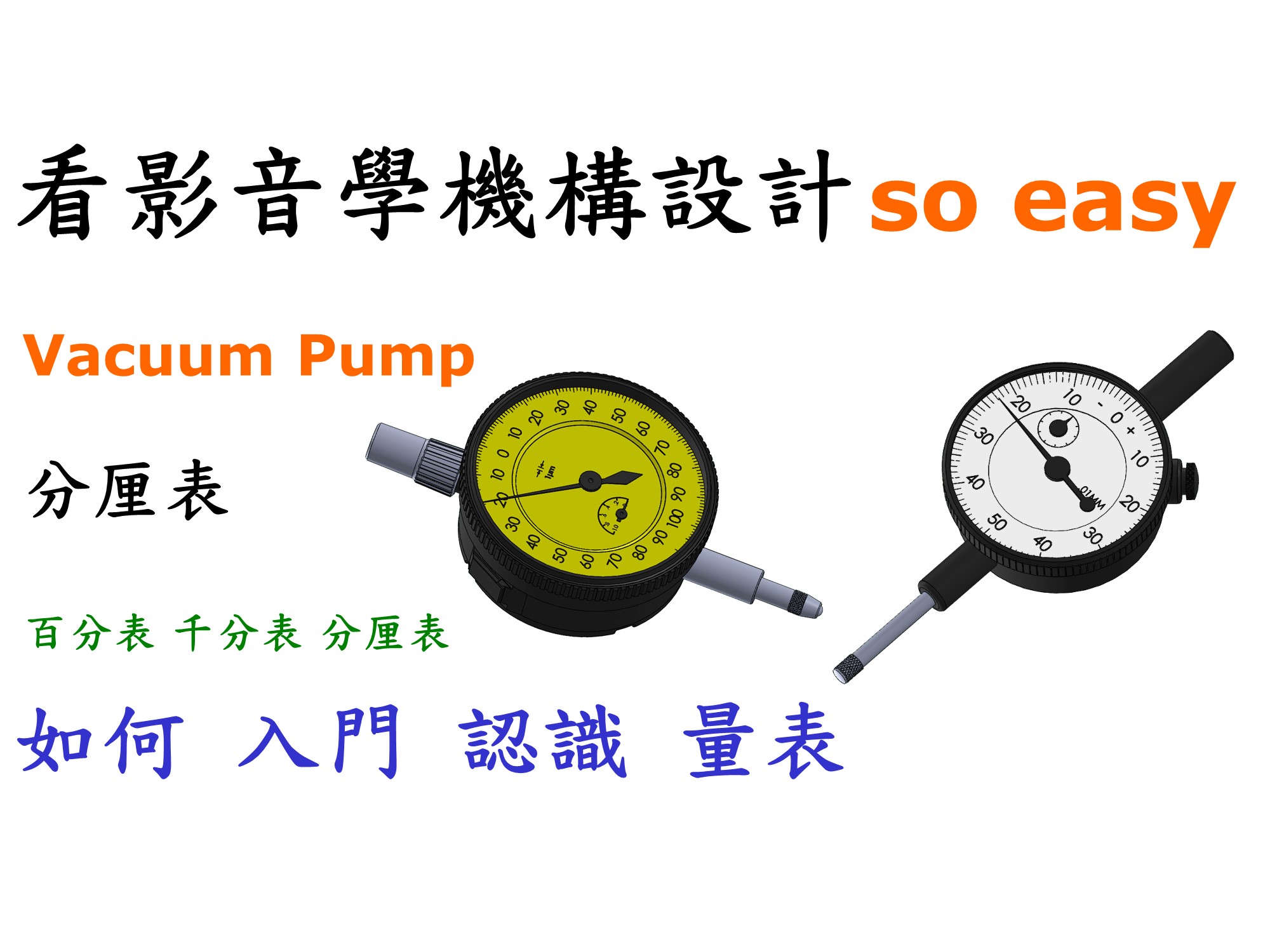
百分表、千分表、槓桿表與分厘式的正確使用
在車床、銑床、治具校正與機械裝配現場,「量表」是最常被拿出來、卻也最常被誤用的量測工具之一。
很多人都有以下經驗:
- 表有跳,但不知道是不是量錯
- 明明歸零了,加工完卻還是歪
- 表選對了,但使用方式不對
本篇從工業實務角度,帶你一次搞懂:
- 量表是拿來量「什麼誤差」
- 百分表、千分表、槓桿表的差異
- 分厘式量表的判讀方式
- 車床、銑床實際應用情境
📏 量表的量測原理:量的是差值,不是實際尺寸
量表的本質不是卡尺或尺規,它量的是相對變化量,也就是:
- 偏擺量
- 平行度誤差
- 同心度變化
- 平面或圓周跳動
所以量表的第一個觀念是:一定要先歸零,再看偏移。
🔍 百分表與千分表差在哪?
| 類型 | 解析度 | 量程 | 適合用途 |
| 百分表 | 0.01 mm | 10 mm 左右 | 一般加工、校正、裝配 |
| 千分表 | 0.001 mm | 1–2 mm | 高精度對位、細微偏擺 |
重點不是哪個比較好,而是精度需求。
粗加工或結構件,百分表反而更穩定;高精度校正,才需要千分表。
常見量表誤用情況
- 用千分表量大位移,導致超量程誤判
- 量測時未完全歸零,結果每次都不同
- 量表固定不穩,震動造成指針跳動
⚙ 分厘式量表與槓桿表的特性
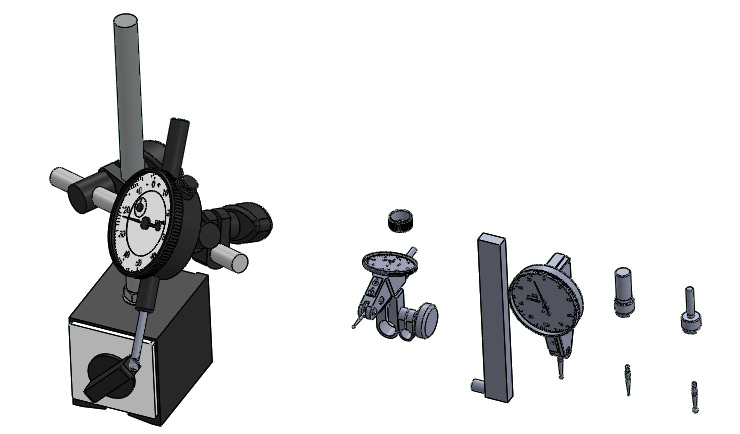
✔ 分厘式量表
- 刻度以 0.01 / 0.001 mm 為單位
- 讀值直觀、學習門檻低
- 適合直線位移量測
✔ 槓桿表(測針式)
- 靠測針擺動放大微小變化
- 適合量測側向、內孔、邊緣
- 常用於同心度、跳動量測
槓桿表不適合硬壓,施力錯誤反而會量到假數據。
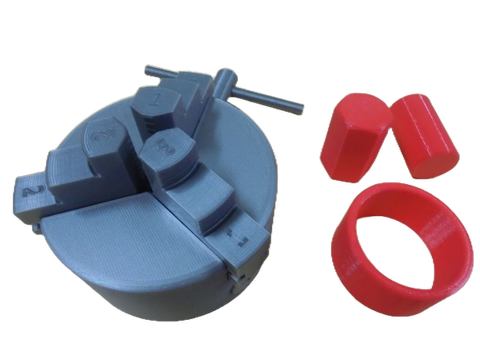
🛠 車床實際應用說明
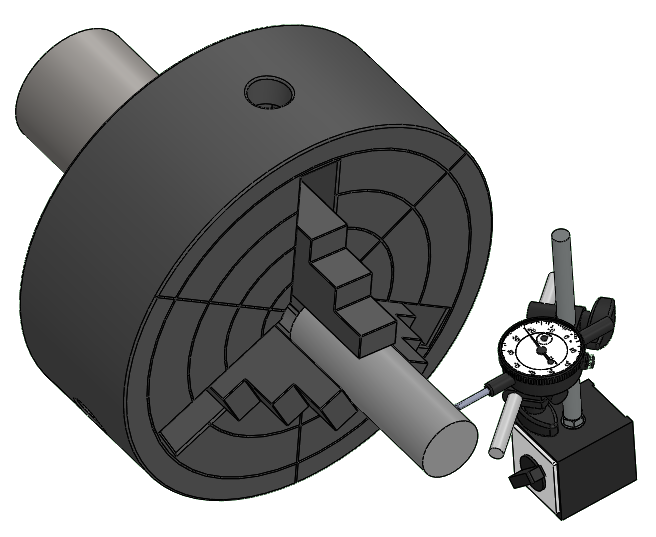
- 校正三爪夾頭同心度
- 檢查工件外徑跳動
- 確認端面是否垂直
操作重點:
- 量表固定要穩,避免震動
- 工件慢速旋轉
- 讀最大值與最小值差
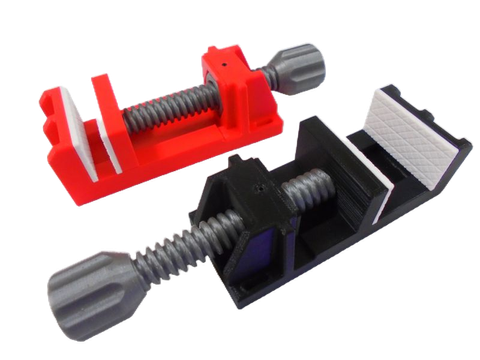
🛠 銑床實際應用說明
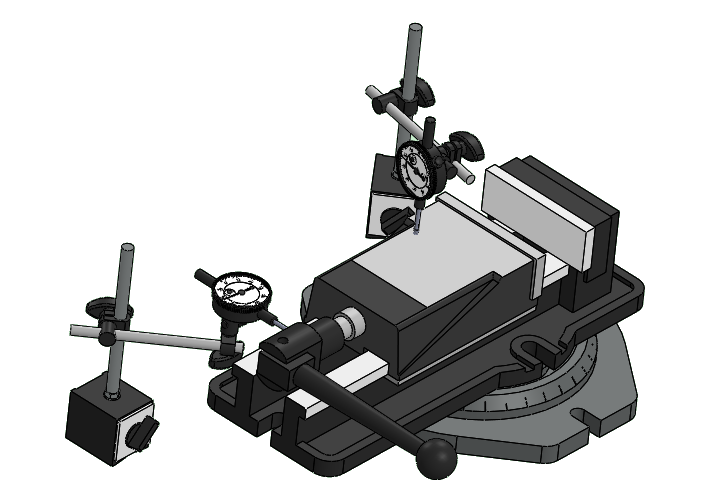
- 找正虎鉗平行度
- 校正工件基準面
- 確認 Z 軸垂直度
銑床常見錯誤是:移動太快,指針來不及反應,導致判斷失準。
工程現場快速選擇量表流程
- 先確認是量直線位移還是偏擺
- 確認精度需求(0.01 或 0.001 mm)
- 依量測位置選擇分厘式或槓桿表
不確定該用哪一種量表?先確認需求
選量表前,先想清楚三件事:
- 量的是直線位移,還是偏擺?
- 精度需求到 0.01 還是 0.001?
- 量測位置是外部還是內部?
結語:量表用對,精度才有意義
量表不是越貴越好,而是用在對的位置。
搞懂量測目的、選對表型、用對方式,才能真正提高加工品質與效率。
🔗 延伸閱讀 / 量測與螺絲知識